
「最新の設備」と「徹底した品質管理」が優れた製品と信頼をお届けします。
製造工程全体の流れ






Step1.切断
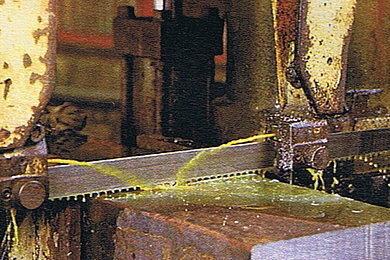 鍛造素材切断
鍛造素材切断
鍛造品の余長部、余肉部の切断
最大600×600mmまで切断可能
Step2.加熱
 加熱温度は自動温度制御により管理され
加熱温度は自動温度制御により管理され
リージェネ・ガスバーナーを採用し、省エネ
及び排出ガスの削減に努めています。
Step3.鍛造
 フリー鍛造を主とし、少量多品種でも
フリー鍛造を主とし、少量多品種でも
低コストで製作可能です。(金型等の製作費が不要)
リング 外径900mm 高さ600mm 重量1,000kg
シャフト 長さ3,000mm 重量1,500kgまで製作可能です。
Step4.熱処理
 鋼の特性を生かすための大切な工程です。
鋼の特性を生かすための大切な工程です。
| 焼ならし(N) | 前工程の影響を除去し結晶核を微細化して機械的性質を改善する。 |
| 焼なまし(A) | 硬さを所定の水準まで低下させ切削性を改善する。 |
| 焼入れ(Q) | 所定の温度から迅速に冷却し硬化させる。 |
| 焼戻し(T) | 焼入れ硬化後、所定の温度に均熱した後適切な速度で冷却し所要の性質を得る。 |
| 固溶化熱処理(ST) | 主にオーステナイト系ステンレス鋼の熱処理で、耐食性・耐錆性を改善する。 |
Step5.機械加工

最終製品前の1次加工を主に行っています。
外径1,600mm 長さ2,000mmまで加工可能です。
Step6.寸法検査・非破壊検査・機械試験

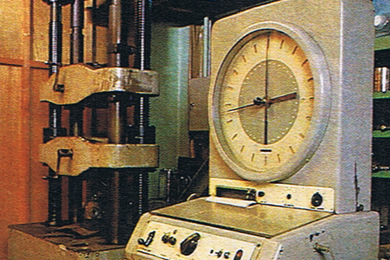
| 超音波探傷検査 | 内部のキズを調べます。 |
| 磁粉探傷検査 | 表面及び表面に近い内部のキズを調べます。 |
| 浸透探傷検査 | 表面のキズを調べます。 |
| 機械試験 | 鋼の機械的性質を調べる試験です。引張試験、衝撃試験、硬さ試験等が有ります。 |